Yep, basically. To really be able to run high spindle speeds and chiploads (HSM/HEM) you want to have the most rigid cutter you can have, to mitigate tool chatter.tok-tokkie wrote:Jersy Tom, I do some cnc machining but don't follow that fully. Are you saying that if you use a 6mm cutter then the maximum depth should be 18mm? (I apprecaite that you are going to go down to that depth in several passes.) I am more or less self taught so am interested.Jersey Tom wrote:
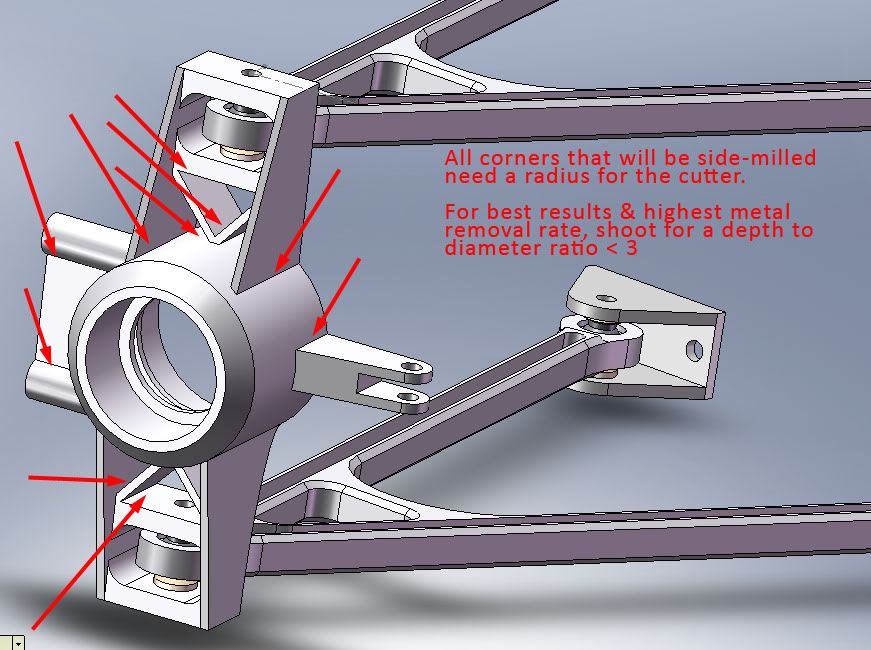
A 6mm cutter with a 6mm axial LOC would be a "stub length" tool, very rigid. 12mm LOC "normal length" and 18mm "extended length." With carbide tooling I try to stay below that 3x diameter ratio. When you get beyond that you have to generally dial the feeds and speeds down to prevent chatter, and then your efficiency and throughput go to crap.