That's some nice work uniflow; I'm especially impressed with the water passage work. What was the powder you were putting on top of the three risers? Was that to keep the aluminium hot to allow for shrinkage?
Yes, to keep the feeders ( risers ) molten to the end, feed the shrinkage as it occures within the casting. Best case, all shrinkage ends up in this riser. If you see this you know you have a sound casting.
These cylinders are fully cored around the main exhaust port and the exhaust eye ports for extensive water cooling. The engine runs at 60 degrees C. flying. Thermal distortion is kept to minimim along with the LM13 alloy used.
Congratulations for your casting / machining skills.
For the rest, I already wrote.
In your video it is not shown the pattern, or the way it is made.
In the OPRE Tilting:
the casing, the pistons, the connecting rods and the cylinder-end-covers are made of Aluminum A356 using “lost pattern” unbounded-sand casting.
Running at such revs is a good test.
The casting of the OPRE Tilting is a modification of the “lost foam” unbonded-sand casting method GM uses to make millions of engine blocks and other components (more at https://ferrosos.files.wordpress.com/20 ... blazer.pdf ; do read it; it may save you time and money).
The pattern is not a polystyrene foam pattern, but a plastic (PLA), “empty”, 3D-printed thin shell.
The pattern is coated (actually painted) with a thin (~0.5mm) layer of plaster.
After drying for a few hours, the space around the pattern is filled with unbonded sand and the melted metal is poured:
Soon after the part is pulled out of the sand and is drawn in water to cool down.
As in GM, the unbounded sand is reused after sieving.
Later, as in GM method, the part undergoes a solution-heat-treatment (6-8 hours at 540 degrees Celsius), quench (abrupt / sudden cooling in hot water), and finally artificial aging.
A strong advantage of the above casting method is that it needs minimum equipment.
Another strong advantage is that the modificasions are quite easy.
When a modification is required (say to add a branch to the casing), the CAD drawing is "corrected" properly and a different STL file is sent to the 3-D printer.
A few hours later, the new plastic pattern is ready for casting as above.
Thanks
Manolis Pattakos
Last edited by manolis on 23 Sep 2020, 07:56, edited 1 time in total.
I make my patterns the old school way, blood sweat and tears
Actualy I die sink molds in steel using my CNC, to make sand core molds. Shell Core Sand process, like all modern mass production of intricate cast parts, cylinders etc.
plastic 3D printer too slow and useless in my opinion.
The following is an interesting design from INNengine, which they're calling a 1 stroke cycle engine. It appears to operate like a "Big Bang" or "Screamer" engine, with two cylinders mirroring a cycle, e.g firing simultaneously.:
Manolis, its a bit like hard chrome to apply. I don't do it in house, I send my cylinders to specialists. Nickel / Silicon cylinder surface is used in nearly all serious twostrokes now for at least fourty years. Much less thermal barrier than cast iron sleeve. Not all alloys are the same when it comes to adhesion performance, my first gyro cylinders were CC601, heat treated, nikasil sticks but not so well, LM13 a much better choice.
For the young engineers / mechanics/ students who read this forum:
From what I know, a 3D-printer is the most cost-efficient tool (device) for prototyping (provided its owner / user can design in some CAD).
With US250$, or so, you take what you need in order to make any plastic pattern you like; lots of them (the material consumed – PLA or ABS – costs some US20$ per Kg (if the part is not solid but it is made as a thin empty shell, the material consumed is several times less).
The measured accuracy of the 3D-printed pattern is surprisingly high.
And if you have time to spent, the “try and error” learning procedure can be applied as many times as you like, without cost.
Yes, the 3D-printers are slow.
However you can leave the printer alone to work all night long (it is quiet enough), and the next day you have the pattern.
When you finish with the “plastic” prototyping, you can either proceed to CNC machining of the part “from billet” (this costs a lot and is not always possible), or you can cast the part (say by the “lost wax” method) and then finish the part in a CNC machine shop.
With a plastic model in your hands, the machine shop owner understands in seconds what you want, and if (he can machine it) his offer is closer to reality.
Case study:
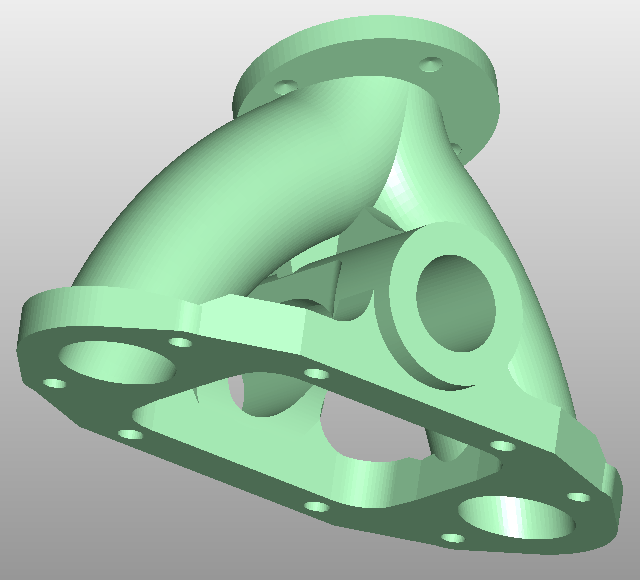
Here is the Broom OPRE Tilting:
The inlet manifold could also support the (yellow) shaft whereon the propellers (not shown) are rotatably mounted, like:
Here is the part (as STL file) sent to the 3D-printer (it comprises the lower side of the “sprues”):
Don't forget to test in another incognito/private browser tab where you are not logged into anything google related, otherwise you might not notice that other people dont have the correct access